
Midstream - high-performance pumps for transport and storage
Optimised pump solutions for pipelines, tank farms and transfer stations
In the midstream segment of the oil and gas industry, reliable pump systems are essential for safely and efficiently transporting and storing corrosive substances. Apollo Goessnitz GmbH offers a comprehensive portfolio of process pumps and system technology specifically designed to meet the challenging demands of pipelines, tank farms, and transfer stations.

Booster pumps for pipeline applications
Apollo has manufactured AMG-150H/5 pumps for use in a booster pump station. These horizontally constructed, multi-stage, high-pressure pumps comply with the API 610 standard. These axially driven pumps can deliver 425 m³/h of Jet A1 and diesel to a height of 725 metres. The pumps' housing is made of S-6 material and is certified to ATEX category 2.


Can-type pumps for tank farms
The vertical, multi-stage high-pressure pumps of type GSTV were supplied for a Dutch tank farm. They are equipped with a sealing system for the "dry-running" version (Plan 76) and a lubricating oil system. The frequency converter and coupling have an ATEX certificate for zone 1 and potential equalisation for the same zone.
The three can-type pumps transport a propane and isobutane mixture at temperatures ranging from -19°C to 35°C. They were manufactured in accordance with API 610, Type VS6.
Transfer and forwarding station
Solutions for the safe storage and handling of media

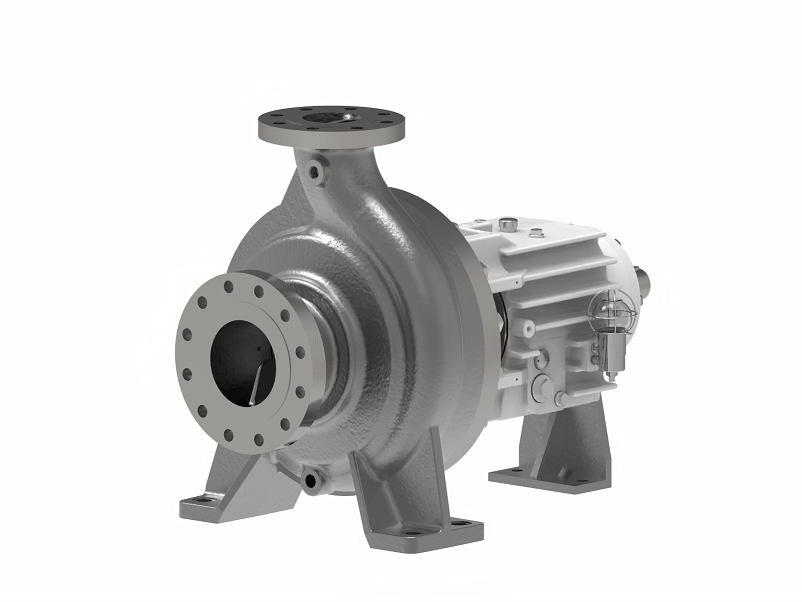
This is an example of an Apollo pumping system designed for the transfer and forwarding of fuel oil (diesel) and equipped with Apollo KRH centrifugal pumps. The pumps comply with the API 610 standard, type OH2, and guarantee reliable delivery under variable operating conditions thanks to their robust construction and optimised hydraulics. The system is characterised by high operational reliability, easy maintenance and a long service life.
Want to know more?
For over 160 years, Apollo Goessnitz GmbH has been a leading German manufacturer of industrial pumps and pump systems. As a European specialist in customized pump technology, we serve customers in the energy, chemical, and oil and gas industries around the globe. Our focus is on reliability, efficiency, and sustainable solutions.
Download Brochures
Selection of pumps and pumping systems:
KRP (OH1)
The KRP (OH1) Apollo pump is a horizontal, single-stage, radially split, heavy foot-mounted process pump designed for robust industrial applications.
read more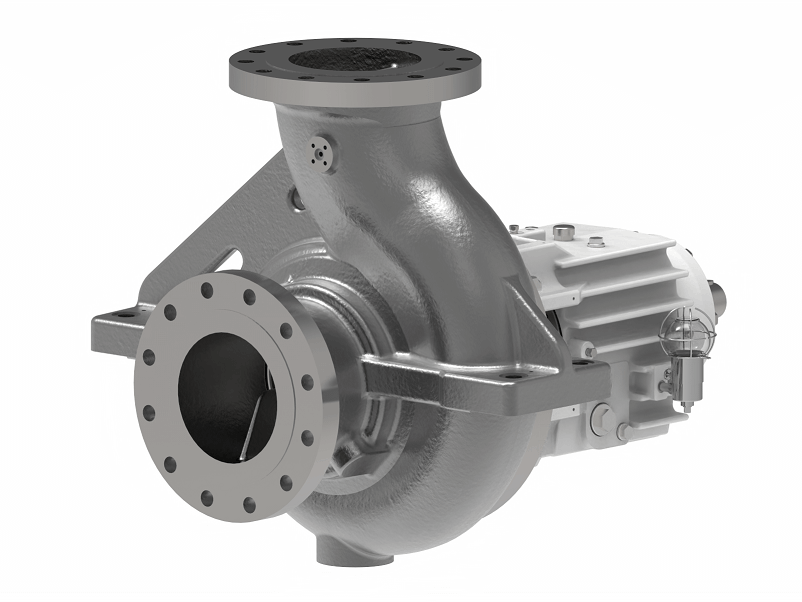
KRH (OH2)
Single-stage, heavy-duty, radially split process pump KRH (OH2) – maximum reliability and low operating costs for a wide range of industrial applications.
read more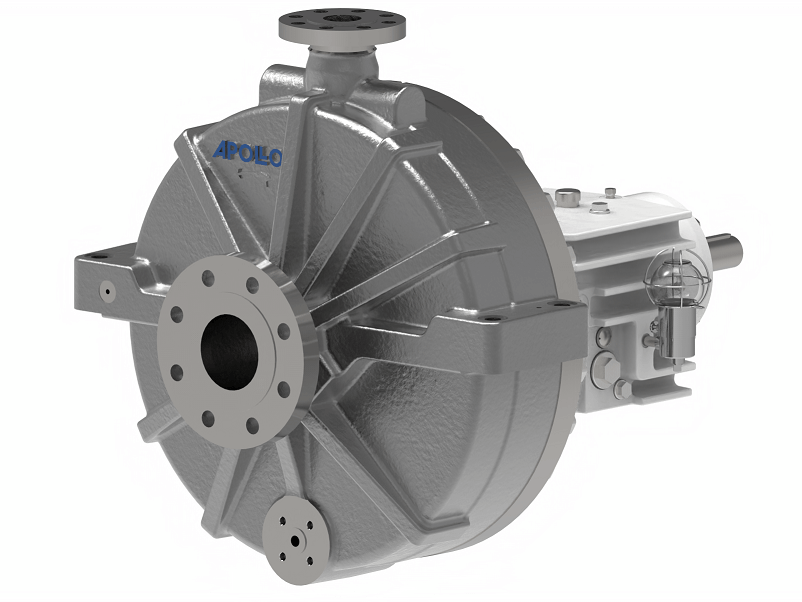
KRHL/KRPO (OH2)
The Apollo KRHL/KRPO (OH2) is a single-stage, radially split process pump with a semi-open impeller, ideal for low flow rates and high delivery heads.
read more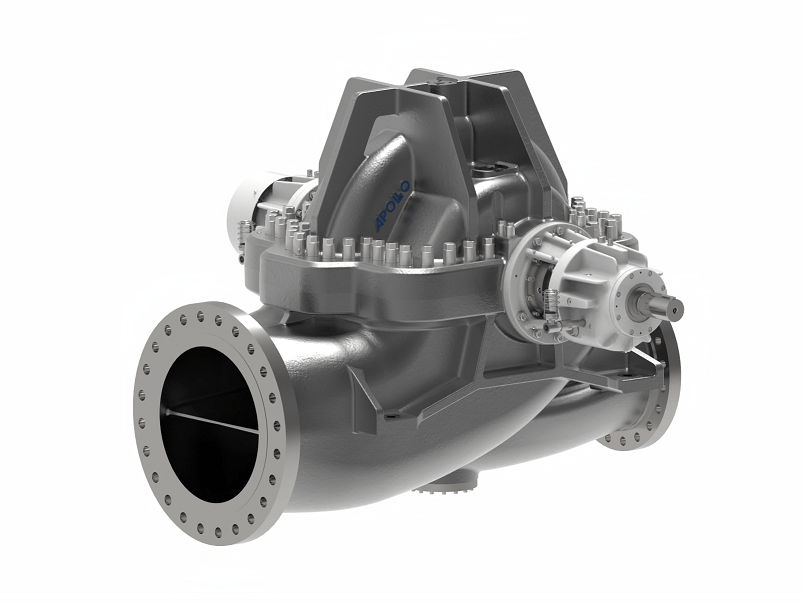
ZMK (BB1)
Apollo ZMK (BB1) is a single-stage, axially split process pump with between-bearings, designed for easy installation and low maintenance times.
read more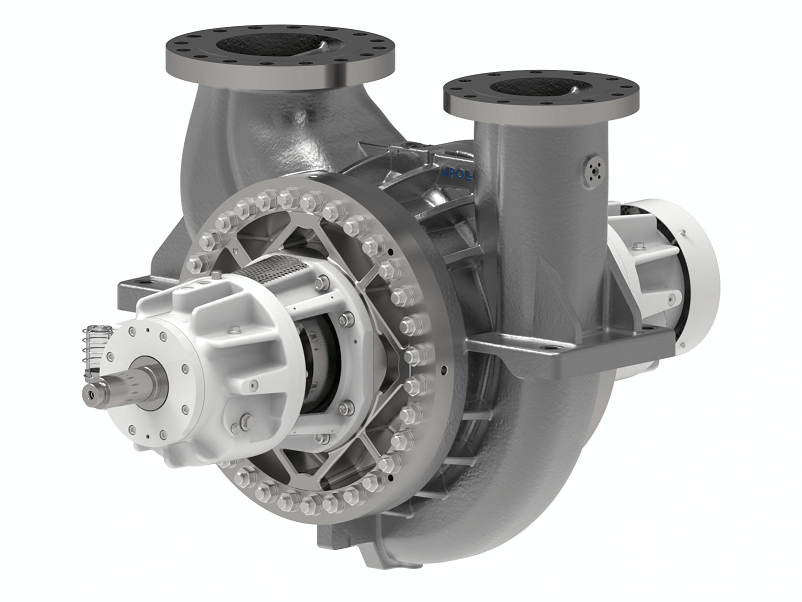
ZPR (BB2)
The Apollo ZPR (BB2) is a single-stage, double-flow process pump with a radially split casing and bearings on both sides with a flexible casing design.
read more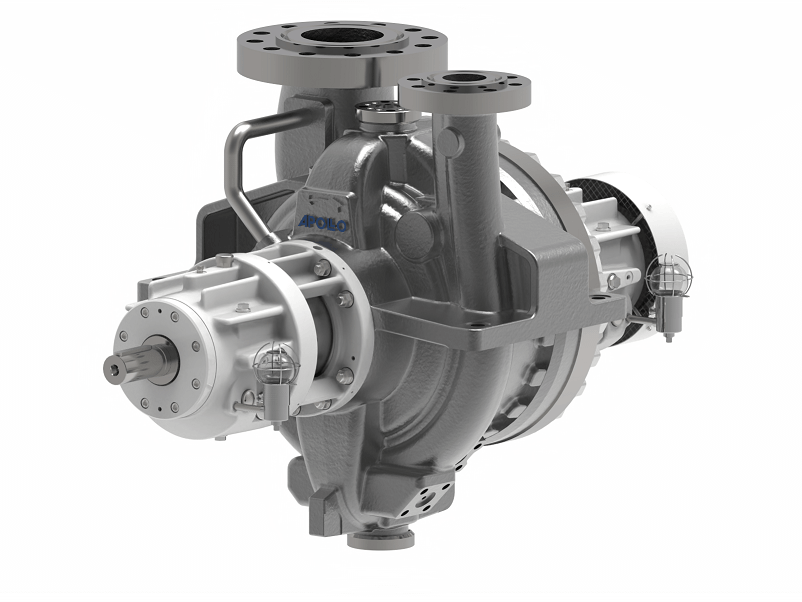
KGR (BB2)
The Apollo KGR (BB2) is a powerful, two-stage process pump with between-bearing and is suitable for various industrial applications.
read more![[Translate to English:]](/fileadmin/_processed_/9/a/csm_BB3-AMG_95c3692be4.jpg "[Translate to English:]")
Axially split pump AMG (BB3)
Robust, multi-stage, axially split pump AMG (BB3) to API 610, ideal for pipeline and high-pressure applications in industry, energy and oil & gas.
read more
GP (BB4)
The Apollo high-pressure pump GP (BB4) a back-to-back ring-section pump with between bearings design for various industrial applications.
read more
TG (BB5)
The TG (BB5) high-pressure barrel pump back-to-back version, to API 610, is the most reliable option when operating under extreme conditions.
read more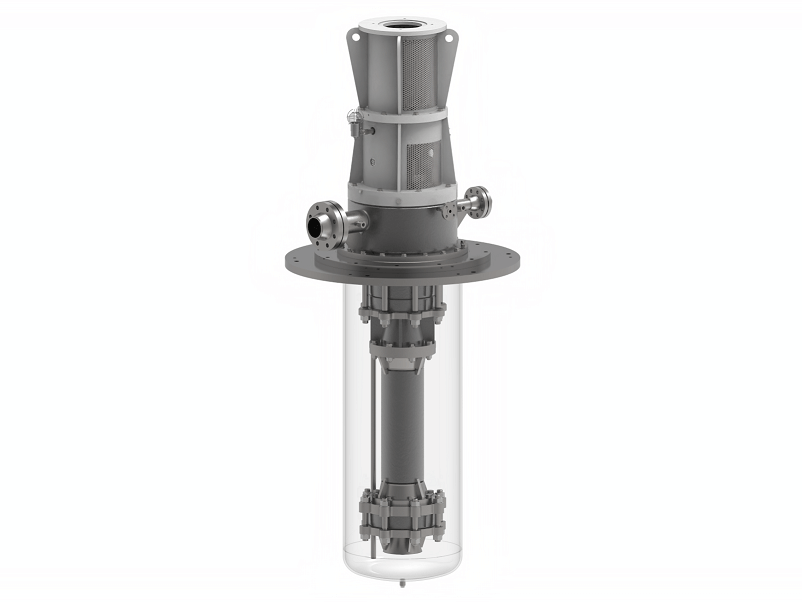
HPTV (VS6)
HPTV is a multi-stage, vertical, can-type pump HPTV (VS6) according to API 610, designed for high-pressure processes in demanding industrial applications.
read more
GSTV/GDTV (VS6)
The GSTV/GDTV (VS6) is a multi-stage, vertical can-type ring-section pump in accordance with API 610 for demanding industrial applications.
read more
Systems for liquid fuels
Systems for liquid fuels: feed pump skids, control stations, filter and preheating systems, and loading and unloading stations for rail, ship and truck.
read more*The above product overview is for reference purposes only and provides an overview of the basic range of products manufactured by Apollo. Additional pump types and systems, as well as detailed technical information and product/industry-specific classifications, are available from Apollo upon request.