
Pump applications for the petrochemical industry
Reliable, safe to operate and durable
For decades, Apollo has developed, manufactured, and supplied high-performance pumps and systems for demanding petrochemical processes. Its product portfolio includes specialized process pumps and system solutions tailored to the industry's complex requirements, from alkylation and solvent extraction to steam cracking and wastewater treatment. Apollo specializes in customized designs according to customer specifications, ensuring compliance with international standards such as API 610. These pumps and systems ensure maximum operational safety, reliability, and durability, even when handling corrosive, hot, or pressurized media. Apollo supports compliance with standards, guarantees quality, and ensures the continuous availability of your plants.
Customized process pump solutions for demanding applications in the petrochemical industry




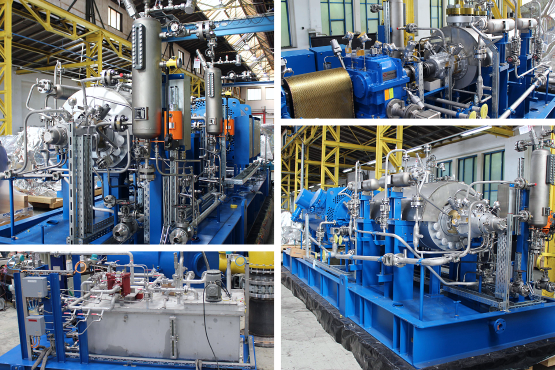
Apollo has developed and manufactured over 40 specialized process pumps for an international petrochemical complex. This includes horizontal single-stage (OH2 according to API 610) and multi-stage (BB5 according to API 610) barrel pumps in a back-to-back design, as well as two-stage (BB2 according to API 610) process pumps with bearings on both sides.
Of particular note is the Apollo TGE: a reactor feed pump with an Apollo lubricating oil system for the gearbox, motor, and pump. It is mounted on a separate base plate and includes a pipe manifold for cooling the heat exchanger, a soundproofing hood, and a comprehensive monitoring system. This 12-stage, high-pressure pump can convey hydrocarbons (SRVGO and HCGO) at 260 °C to a delivery head of 2,650 meters, with a capacity of nearly 1 MW at 5,370 rpm.
These pumps convey various media, including used cooking oil (UCO) at 380 °C, hydrotreated heavy gas oil (HCGO), amine solutions, hydrocarbons, vacuum residues at 350 °C, and main fractionator bottom product at 340 °C containing solid particles (fine catalyst particles). To ensure maximum operational reliability, corrosion resistance, and heat resistance, materials such as S-6 or C-6, in accordance with API standards, were used.
Pumps and system technology for petrochemical processes:
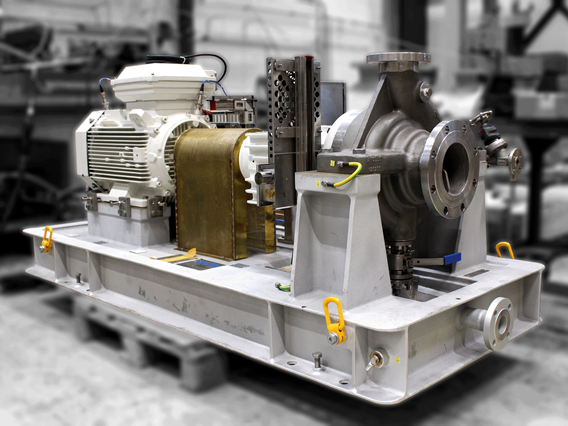
horizontal one and two stage pumps
Horizontal one and two stage pumps (API/ISO) for energy, chemical, offshore, and water management. Robust and efficient for demanding processes.
read more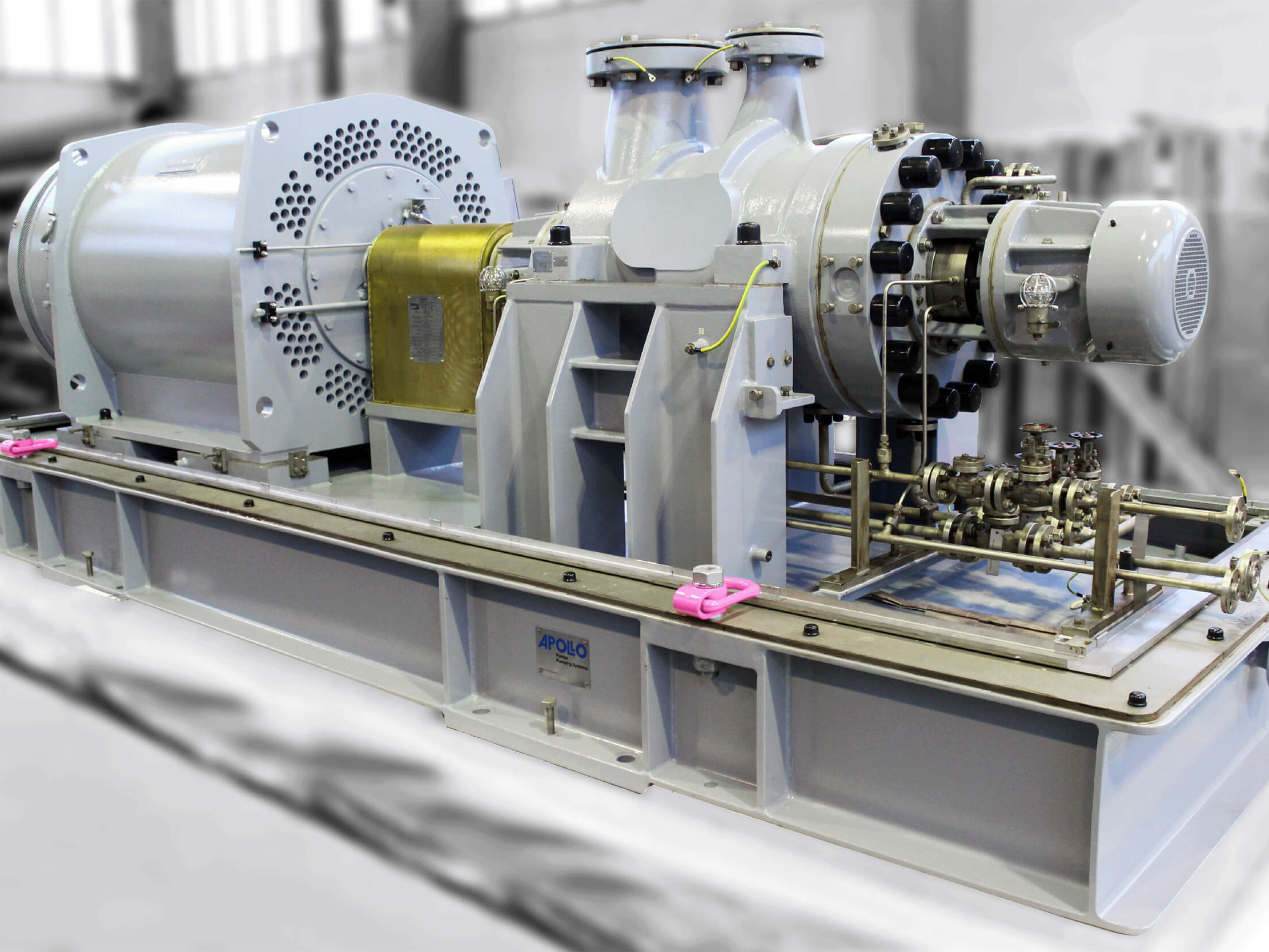
horizontal, multi-stage pumps
horizontal, multi-stage pumps for high delivery heads and demanding processes.Ideal for oil, gas, petrochemicals, renewable energies, power plant technology
read more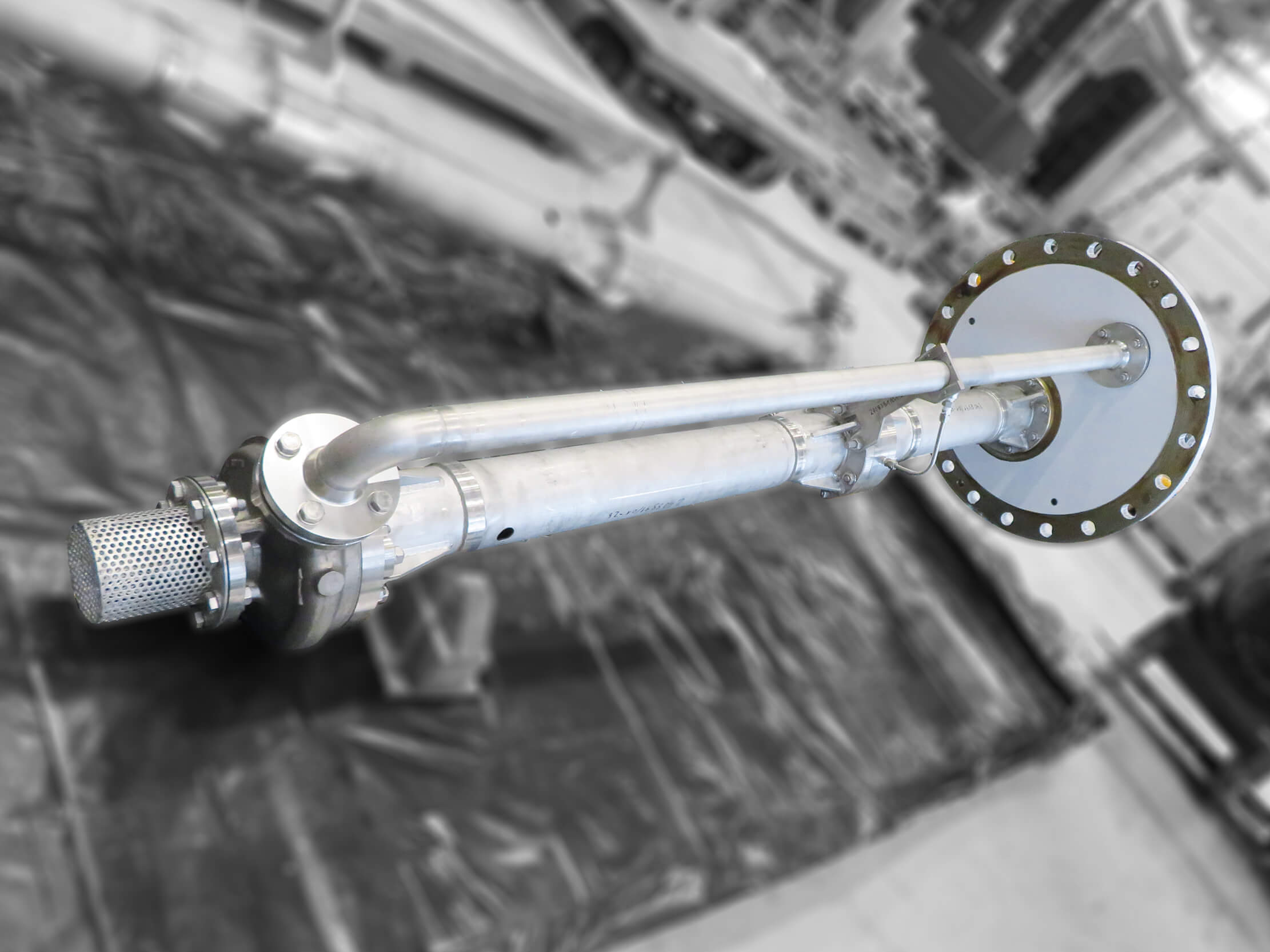
vertical, single-stage pumps
Vertical, single-stage pump (OH3,VS4) according API 610 or ISO for versatile processes in the energy industry, petrochemicals, offshore, or water treatment.
read more
vertical multi-stage pumps
API 610 and ISO-compliant vertical multi-stage pumps. Efficient, robust, space-saving, and ideal for booster, transport, and demanding process liquids.
read more
HPRT-Hydraulic Power Recovery Turbine
Discover the Apollo Hydraulic Power Recovery Turbine (HPRT), the sustainable energy generation solution offering maximum efficiency.
read more
Custom-made plants
Custom-made plants from Apollo systems for industrial processes. Flexible, modular, and efficient for the energy, chemical and water industries.
read more*The above product overview is for reference purposes only and provides an overview of the basic range of products manufactured by Apollo. Additional pump types and systems, as well as detailed technical information and product/industry-specific classifications, are available from Apollo upon request.
Want to know more?
For over 160 years, Apollo Goessnitz GmbH has been a leading German manufacturer of industrial pumps and pump systems. As a European specialist in customized pump technology, we serve customers in the energy, chemical, and oil and gas industries around the globe. Our focus is on reliability, efficiency, and sustainable solutions.